
Механическая блокировка своими руками
Когда слышишь про механическую блокировку своими руками, сразу вспоминаются эти кривые самоделки из уголков и проволоки, которые у нас в цеху вечно ломались под нагрузкой. Многие думают, что это просто — взял железку, просверлил дырку и готово. А потом удивляются, почему механизм клинит или пружина выскакивает в самый неподходящий момент.
Почему кустарные решения не работают в промышленности
В 2018 году мы ставили эксперимент с самодельной блокировкой на прессе — взяли шпильку М12, приварили к ней рукоятку. Через три дня оператор чуть пальцы не оторвал, когда фиксатор провернулся от вибрации. Проблема в том, что самодельщики не учитывают усталостные нагрузки — металл ведь 'устает' от постоянных циклов.
Особенно критично для оборудования с ударными нагрузками. Помню, как на старом гидравлическом прессе от ООО Юэцин Сутун Электрооборудование переделывали систему блокировки — их штатная конструкция с пружинным фиксатором оказалась надежнее наших самоделок. Кстати, на их сайте https://www.sutong.ru есть технические схемы, которые многое объясняют про промышленные стандарты.
Основная ошибка — неправильный расчет зазоров. В цеху температура меняется, металл расширяется — и вот уже самодельный фиксатор не входит в паз. Приходилось подпиливать напильником, что только усугубляло ситуацию.
Ключевые принципы надежной блокировки
Главное — дублирование систем. Никогда не делайте блокировку на одном элементе. Мы сейчас всегда ставим как минимум два независимых фиксатора — например, пружинный и сухарный. Это требование техники безопасности, между прочим.
Материал — отдельная история. Обычная сталь 3 не подходит для ответственных узлов — она 'течет' под нагрузкой. Лучше брать сталь 45 или даже 40Х, но тут уже нужен токарь с нормальным оборудованием. Кстати, в каталоге ООО Юэцин Сутун Электрооборудование видел готовые решения из каленой стали — но для кустарного производства это дороговато.
Расчет усилия — вот что чаще всего игнорируют. Пружина должна быть не 'какая есть', а рассчитанная на конкретное усилие. Мы как-то поставили пружину от клапана ВАЗ — через неделю она сломалась от постоянных циклов 'включение-выключение'.
Практические примеры из опыта
На разгрузочном механизме конвейера делали блокировку с использованием шарикового фиксатора. Проблема была в точности изготовления — шарик должен входить в лунку с минимальным зазором, но без заклинивания. Пришлось перебирать три варианта посадки.
Интересный случай был с защитными кожухами — там нужна блокировка, которая срабатывает при открытии. Самый простой вариант — концевик с механическим приводом, но его часто обходят. Пришлось разрабатывать систему с фиксатором, который блокирует привод до полного закрытия кожуха.
Для поворотных механизмов лучше всего показали себя храповые системы. Делали как-то вариант с самодельным храповиком — оказалось, что зубья должны иметь специальный профиль, иначе происходит подклинивание. Пришлось изучать профилирование зубьев — без этого нормальная работа невозможна.
Типичные ошибки и как их избежать
Самая распространенная — экономия на мелочах. Берешь дешевый шплинт вместо нормального фиксатора — и вся система летит к чертям. Особенно в вибрационных установках.
Не учитывают коррозию — делают блокировку из черного металла без покрытия. Через месяц в агрессивной среде механизм закисает намертво. Нержавейка дороже, но в итоге выгоднее.
Забывают про человеческий фактор — оператор всегда найдет способ обойти неудобную блокировку. Поэтому важно делать систему интуитивно понятной и удобной в использовании.
Когда действительно стоит делать своими руками
Для неответственных механизмов с малой нагрузкой — почему бы и нет. Например, блокировка дверцы шкафа или защитного кожуха без требований безопасности.
В качестве временного решения до поставки штатных деталей. Но обязательно с запасом прочности и регулярной проверкой.
Для учебных целей или прототипирования — чтобы понять принципы работы разных систем блокировки. Только не забывайте про базовые меры безопасности.
Профессиональные альтернативы
Сейчас на рынке много готовых решений — те же ООО Юэцин Сутун Электрооборудование предлагают блокировки для разных типов оборудования. Их продукция интересна тем, что сочетает доступную цену и промышленное качество.
Для серьезного производства самодельные решения уже не актуальны — слишком высоки риски. Лучше брать сертифицированные системы, особенно для оборудования с повышенными требованиями безопасности.
Но знание принципов механической блокировки все равно необходимо — хотя бы для того, чтобы понимать, как работают готовые решения и как их правильно обслуживать.
Соответствующая продукция
Соответствующая продукция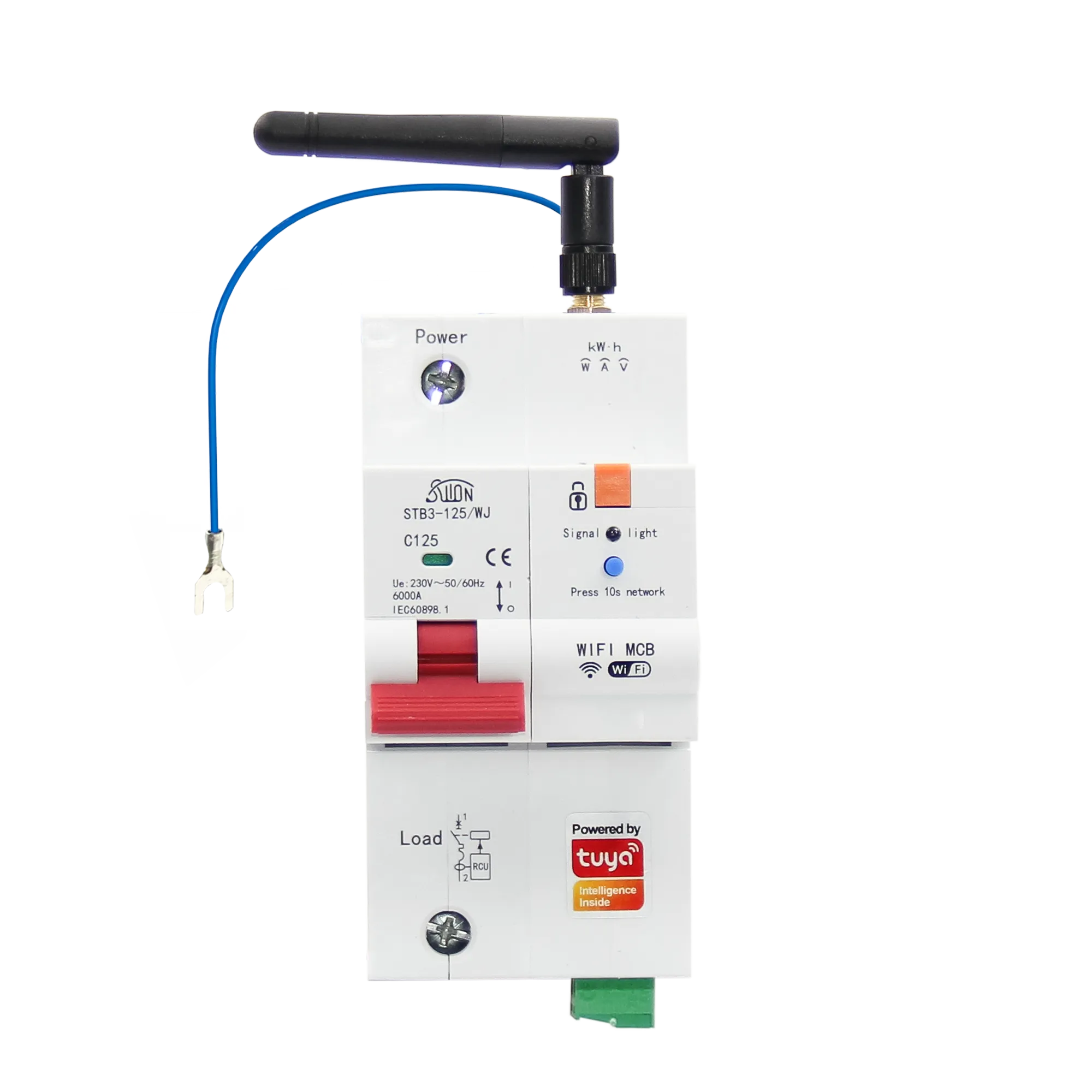



Самые продаваемые продукты
Самые продаваемые продукты-
 STB3L-125-WJ Tuya с функцией учета и УЗО
STB3L-125-WJ Tuya с функцией учета и УЗО -
 Устройство защиты с УЗО АПВ и функцией учета
Устройство защиты с УЗО АПВ и функцией учета -
 STB1L-125-WJ сверхтонкая удлиненная версия
STB1L-125-WJ сверхтонкая удлиненная версия -
 STB3-125-ZJ средняя версия с функцией учета
STB3-125-ZJ средняя версия с функцией учета -
 STB1-125/WJ eWeLink
STB1-125/WJ eWeLink -
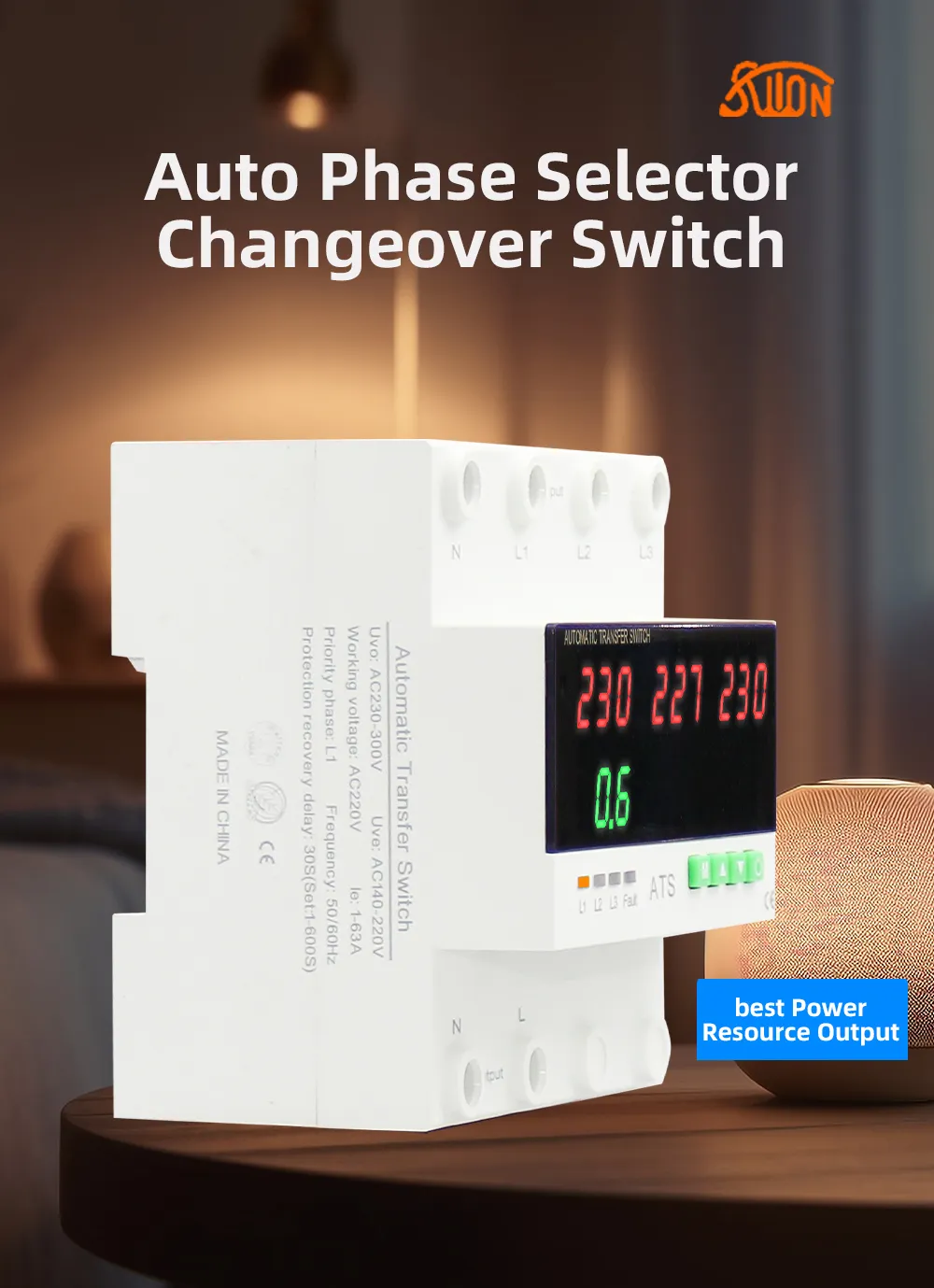
 Реле защиты напряжения и тока (3-фазное)
Реле защиты напряжения и тока (3-фазное) -
 STB3L-125-K средняя версия с проводным управлением и УЗО
STB3L-125-K средняя версия с проводным управлением и УЗО -
 STB3-125-ZJ Tuya Zigbee с функцией учета
STB3-125-ZJ Tuya Zigbee с функцией учета -
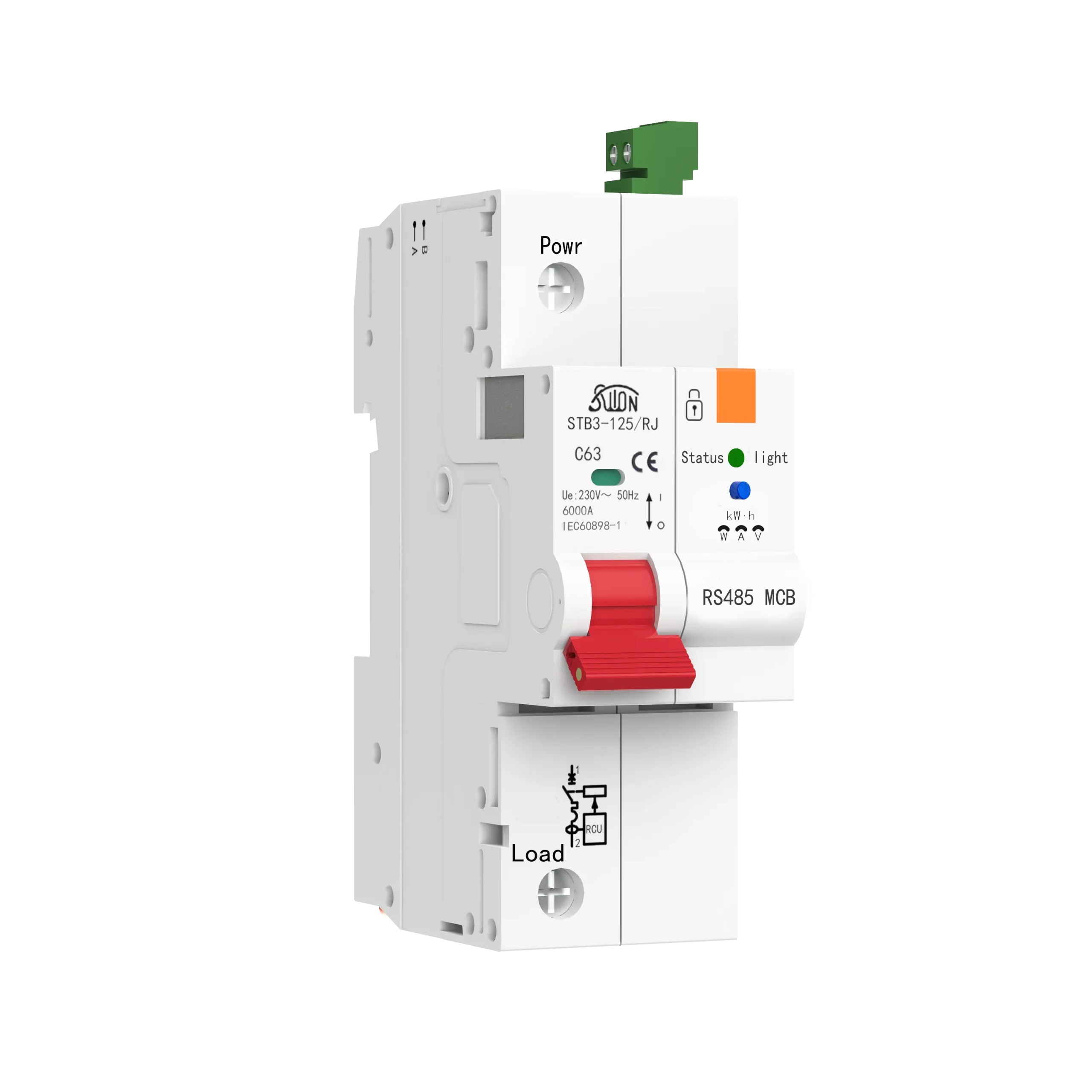
 STB1L-125/RJ Rs485Интеллектуальный автоматический выключатель
STB1L-125/RJ Rs485Интеллектуальный автоматический выключатель -
 STB3L-125-RJ с функцией учета и защитой от утечки тока
STB3L-125-RJ с функцией учета и защитой от утечки тока -
 STC1-63-W eWeLink WiFi с УЗО
STC1-63-W eWeLink WiFi с УЗО -
 STB3L-125-ZJ средняя версия с функцией учета и УЗО
STB3L-125-ZJ средняя версия с функцией учета и УЗО
Связанный поиск
Связанный поиск- Автоматический выключатель ае2046
- Защита холодильника от перенапряжения
- Автоматический выключатель ва 88 32
- Автоматический выключатель 3p 32а c 6ка
- Аппарат защиты от токов утечки азур 1мк
- Защита приборов от короткого замыкания
- Китай автоматический выключатель 10 ампер
- Реле электромагнитное 901.3747
- Решение для умного дома
- Механическая блокировка контактов










