
Автоматический промышленный система управление
Когда слышишь 'автоматический промышленный система управление', сразу представляется что-то вроде фантастического центра управления с мерцающими экранами. На практике же — это чаще грязные щиты с перепутанными проводами, где-то в цеху с вибрацией и влажностью 80%. Многие до сих пор путают автоматизацию с простой механизацией, а ведь разница — как между телегой и современным электромобилем.
Основные заблуждения и реалии
Самое большое заблуждение — что автоматизация сразу решит все проблемы. Помню, как на одном из заводов в Подмосковье поставили систему управления от известного немецкого производителя. Через месяц эксплуатации выяснилось, что местные технологи не могут даже элементарно перепрограммировать режимы сушки. Пришлось переделывать весь интерфейс оператора с добавлением ручных дублирующих органов управления.
Еще один момент — устойчивость к российским условиям. Европейское оборудование часто не выдерживает наших перепадов напряжения и температур. Особенно зимой, когда в неотапливаемых цехах температура опускается до -15°C. Приходится дополнительно ставить обогреватели для шкафов управления, что конечно снижает общую надежность системы.
Интересный кейс был с системой управления для литейного производства. Заказчик требовал полной автоматизации, но при тестовых запусках выяснилось, что качество исходного сырья постоянно 'плывет'. Пришлось в экстренном порядке добавлять автоматический промышленный система управление с адаптивными алгоритмами, которые могли подстраиваться под изменения параметров шихты.
Практические аспекты внедрения
При реализации проектов автоматизации постоянно сталкиваешься с тем, что существующее оборудование не имеет стандартных интерфейсов связи. Особенно это касается старого советского оборудования, которое до сих пор работает на многих предприятиях. Приходится разрабатывать специальные преобразователи сигналов и протоколы обмена.
Важный момент — подготовка персонала. Даже самая совершенная система будет бесполезна, если операторы не понимают логику ее работы. Проводил как-то обучение для персонала металлургического комбината — пришлось буквально на пальцах объяснять разницу между ПИД-регулятором и релейным управлением.
Особенно сложно внедрять системы на производствах с непрерывным циклом. Помню случай на цементном заводе, где остановка линии на переналадку системы управления означала бы многомиллионные убытки. Пришлось делать все работы 'на ходу', поэтапно переключая участки управления со старой системы на новую.
Оборудование и компоненты
За годы работы перепробовал компоненты от десятков производителей. Скажу честно — далеко не все дорогое оборудование оправдывает свою стоимость. Иногда более дешевые аналоги показывают лучшую надежность в конкретных условиях эксплуатации.
Особое внимание всегда уделяю средствам измерения. Без точных датчиков даже самая совершенная система управления превращается в слепого котенка. Как-то пришлось переделывать всю систему взвешивания из-за того, что тензодатчики не выдерживали вибрации от работающего оборудования.
Интересный опыт был с оборудованием от ООО Юэцин Сутун Электрооборудование. Работали с их компонентами при модернизации системы управления на заводе полимерных материалов. Отмечу хорошее соотношение цена/качество и что важно — наличие технической поддержки на русском языке.
Программные аспекты
Современная автоматический промышленный система управление — это уже не просто релейная логика, а сложные алгоритмы, включая элементы искусственного интеллекта. Но здесь есть свой подводный камень — чрезмерное усложнение системы часто приводит к снижению ее надежности.
Особенно сложно бывает с системами предиктивного обслуживания. Теория красивая — на практике же алгоритмы часто выдают ложные срабатывания. Приходится долго и кропотливо настраивать пороги срабатывания, учитывая специфику конкретного производства.
Работая с SCADA-системами, всегда стараюсь максимально упрощать интерфейс оператора. Помню, как на химическом производстве перегруженный интерфейс стал причиной ошибки оператора, приведшей к остановке производства на сутки. После этого случая вообще пересмотрел подход к проектированию мнемосхем.
Экономические аспекты и эффективность
Многие недооценивают стоимость владения системой автоматизации. Помимо первоначальных инвестиций, нужно учитывать затраты на обслуживание, обновление ПО, обучение персонала. Иногда проще и дешевле модернизировать существующую систему, чем внедрять полностью новую.
Интересный расчет делал для одного из машиностроительных заводов — оказалось, что внедрение системы предиктивного обслуживания окупится за 8 месяцев только за счет сокращения внеплановых простоев оборудования. Но для этого потребовалась установка дополнительных датчиков вибрации и температуры.
Особенно эффективно автоматизация показывает себя на энергоемких производствах. Даже простейшая система управления двигателями с преобразователями частоты позволяет экономить до 30% электроэнергии. При нынешних тарифах — это огромные деньги.
Перспективы развития
Сейчас все больше говорят про Индустрию 4.0 и цифровые двойники. На практике же пока это чаще маркетинг, чем реальные технологии. Хотя отдельные элементы действительно начинают работать — например, системы мониторинга оборудования в реальном времени.
Интересно наблюдать за развитием беспроводных технологий в промышленной автоматизации. Пока еще есть проблемы с надежностью в условиях сильных электромагнитных помех, но прогресс очевиден. Особенно перспективным вижу применение mesh-сетей для распределенных систем управления.
Что действительно меняется — это подход к кибербезопасности. Раньше на это обращали мало внимания, теперь же даже для небольшой системы управления требуют сертифицированные средства защиты. И это правильно — последствия взлома промышленной системы могут быть катастрофическими.
В целом, автоматический промышленный система управление продолжает развиваться, становясь более интеллектуальной и адаптивной. Главное — не гнаться за модными трендами, а выбирать решения, которые действительно работают в конкретных производственных условиях. Как показывает практика, иногда простая, но надежная система лучше сложной и 'умной', но капризной.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 STC2-63-ZG Tuya
STC2-63-ZG Tuya -
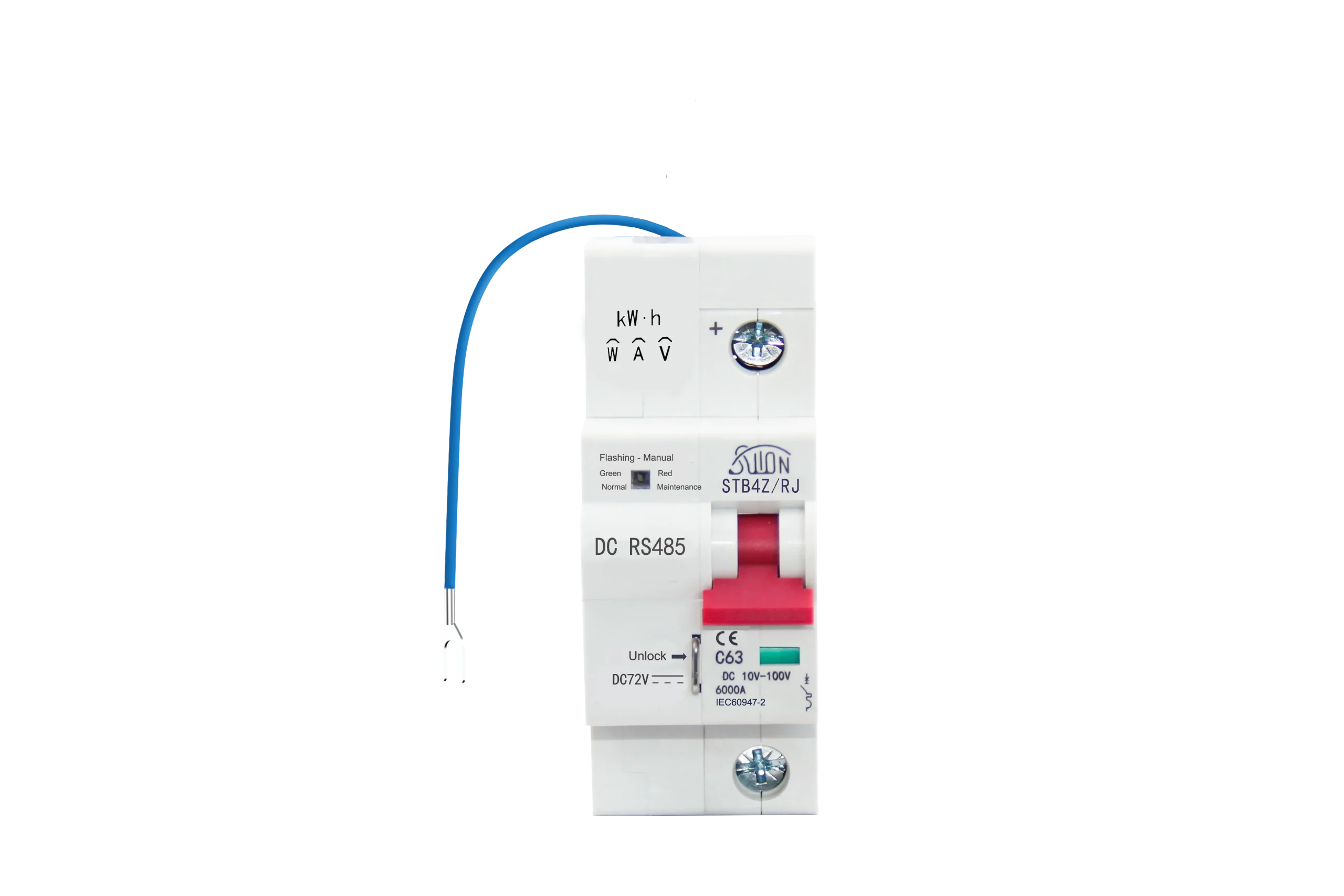
 (ATS) / Автоматические переключатели источников питания (ATS)
(ATS) / Автоматические переключатели источников питания (ATS) -
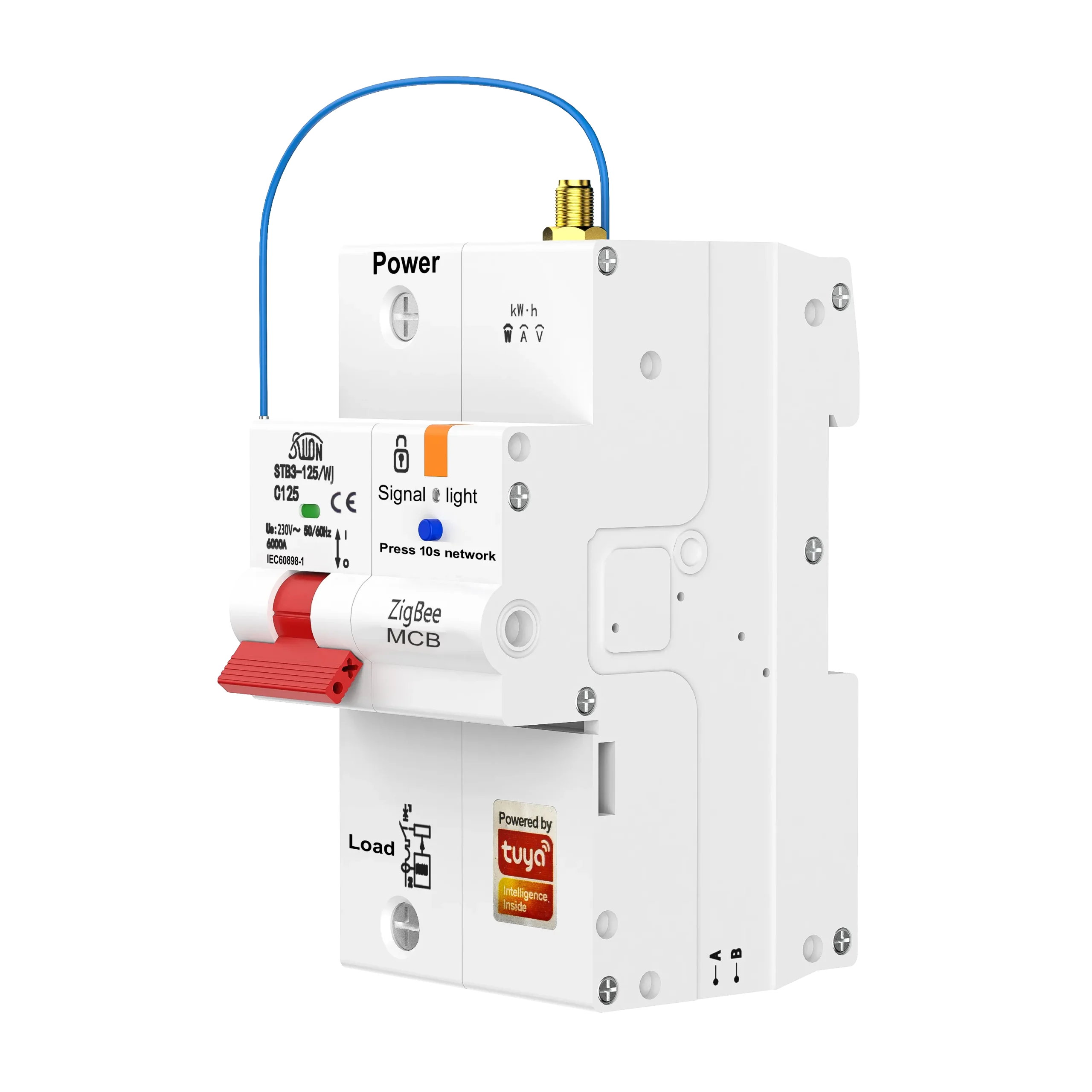
 STB3L-125-ZJ средняя версия с функцией учета и УЗО
STB3L-125-ZJ средняя версия с функцией учета и УЗО -
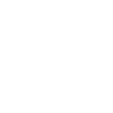
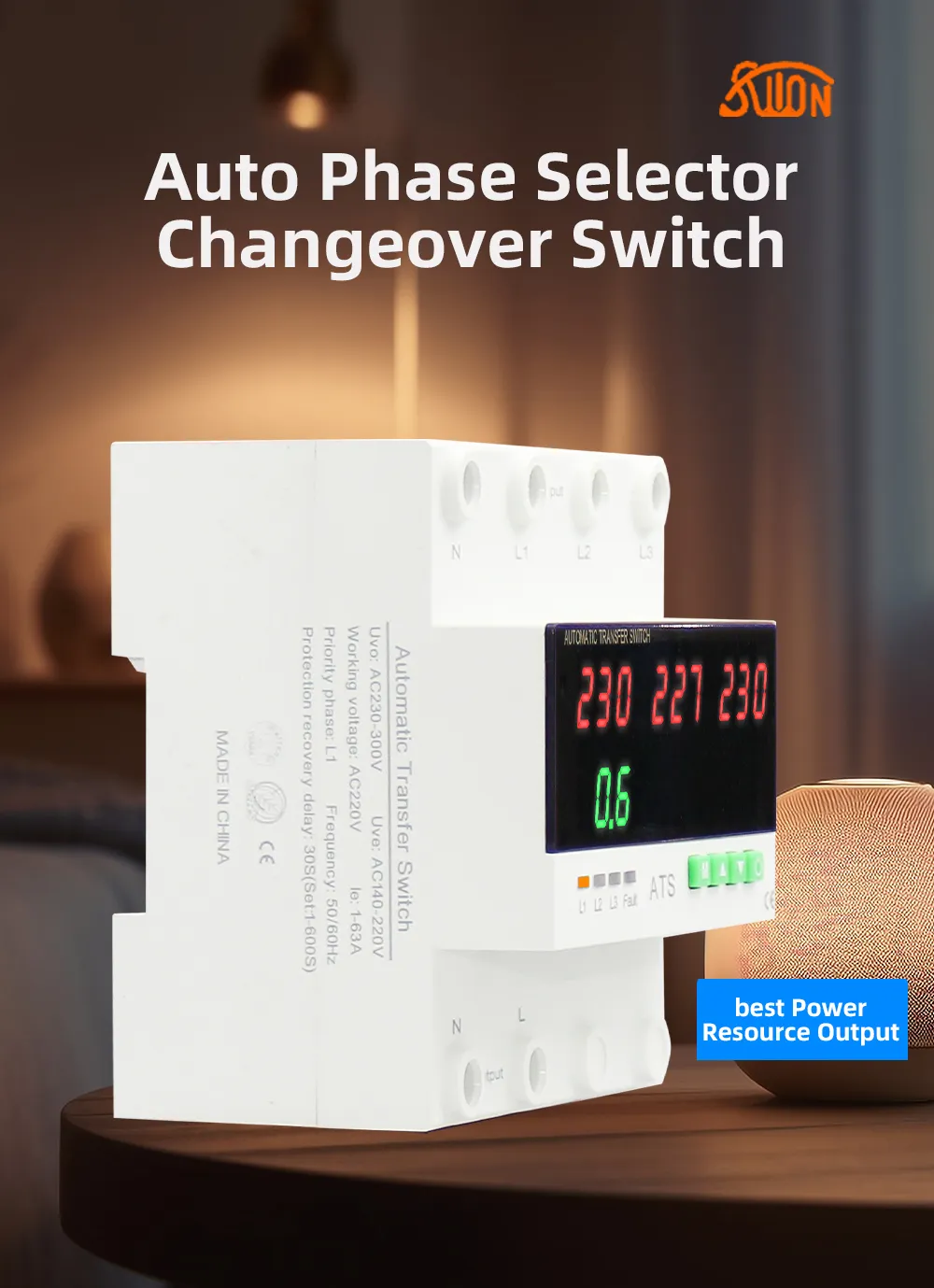
 STB3L-125-RJ с функцией учета и защитой от утечки тока
STB3L-125-RJ с функцией учета и защитой от утечки тока -
 STB3-125-ZJ средняя версия с функцией учета
STB3-125-ZJ средняя версия с функцией учета -
 Интеллектуальный выключатель STC2L-63/WJ TY
Интеллектуальный выключатель STC2L-63/WJ TY -
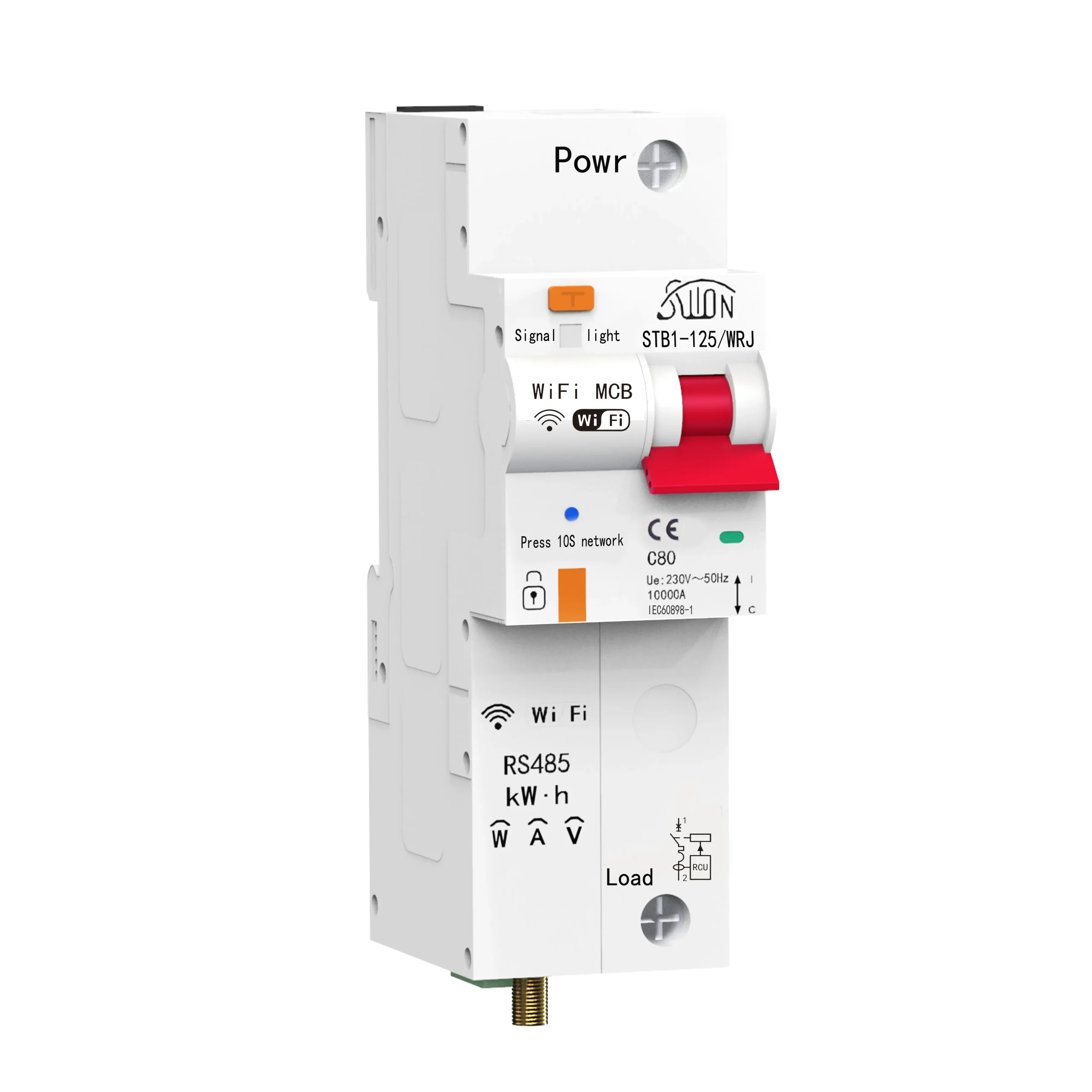 STB1L-125/RJ Rs485Интеллектуальный автоматический выключатель
STB1L-125/RJ Rs485Интеллектуальный автоматический выключатель -
 STB3L-125-WJ Tuya с функцией учета и УЗО
STB3L-125-WJ Tuya с функцией учета и УЗО -
 STB1-125/WJ eWeLink
STB1-125/WJ eWeLink -
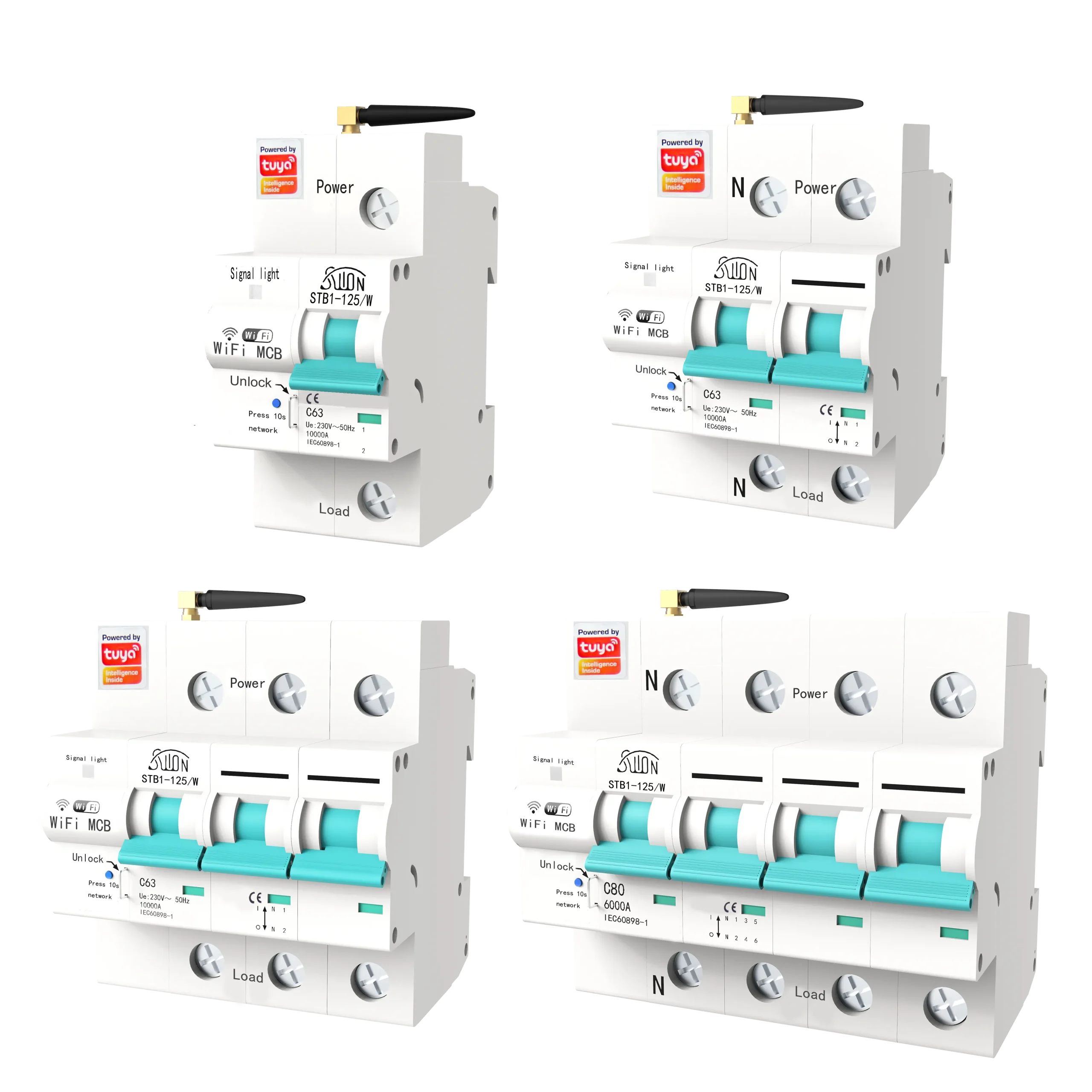 STB1-125/WИнтеллектуальный автоматический выключатель
STB1-125/WИнтеллектуальный автоматический выключатель -
 Умный счетчик электроэнергии
Умный счетчик электроэнергии -
 Реле защиты напряжения и тока (3-фазное)
Реле защиты напряжения и тока (3-фазное)
Связанный поиск
Связанный поиск- Реле электромагнитное pk 1p 230
- Автоматический выключатель ва 302
- Защита от перенапряжений электроустановок потребителей
- Защита от импульсных перенапряжений rs485
- Iec255 3 a 150 vac электромагнитное реле
- Китай автоматический выключатель дифференциальный автомат
- Умный автоматический выключатель на дин рейку wifi
- Система защиты от короткого замыкания
- Для защиты токов от перегрузки служат
- Китай автоматический выключатель ад 4










