
Автоматический выключатель с термомагнитным расцепителем
Если честно, до сих пор встречаю проекты, где тепловую защиту путают с времятоковой характеристикой. Сейчас объясню на пальцах, почему биметаллическая пластина — это не просто 'греется и щёлкает'.
Конструкция без мифов
Вскрываем корпус ABB S200 — видите эту пружину с защёлкой? Вот она-то и создаёт тот самый момент срабатывания, который в ТУ указывают с погрешностью ±20%. Но реальная точность зависит от толщины медной шины, которую некоторые производители экономят.
Кстати, в китайском Юэцине на заводе Sutong видел, как калибруют биметалл вручную. Там оператор поворачивает винт под нагрузкой 1,13In, сверяясь не с дисплеем, а с механическим таймером. Старая школа, но работает безотказно.
Заметил особенность: у дешёвых расцепителей контакты дугогашения быстро покрываются оксидом. Приходилось перебирать партию автоматический выключатель с термомагнитным расцепителем для стройки в Сочи — каждый третий после 50 циклов начинал подгорать.
Токи короткого замыкания — боль и слёзы
Расчёт Icw для торгового центра в Новосибирске: по СП 256.1325800 получаем 6,5 кА, но при тестах на стенде выяснилось, что электромагнитный расцепитель срабатывает на 0,8 мс позже паспортных значений. Пришлось ставить аппараты на ступень выше.
Особенно проблемными оказались линии с частыми пусками двигателей — там тепловая защита постоянно 'уставала'. Один раз в коттеджном посёлке под Питером пришлось менять всю группу ABB на Schneider Electric только из-за вибрации от насосов.
Коллеги из ООО Юэцин Сутун Электрооборудование как-то показывали свои испытания: их выключатель при 1000А КЗ сохранял контактную систему, но требовал замены дугогасительной решётки. Честный подход — сразу пишут в инструкции про необходимость проверки после аварийных режимов.
Монтажные ловушки
Кто жёстко фиксирует шины в клеммах — тот потом плачет. Видел, как на хлебозаводе в Казани из-за вибрации ослабла затяжка, контакт начал подгорать, а тепловой расцепитель не успевал среагировать. В итоге — оплавление корпуса.
Ещё момент: при монтаже в боксах IEK часто пережимают медные жилы. Кажется, мелочь? Но именно это даёт дополнительный нагрев в 10-15°C, что сдвигает характеристику срабатывания.
На сайте https://www.sutong.ru есть хорошая схема монтажа с динамометрическим ключом — жаль, что многие монтажники её не читают. Там же указаны реальные, а не теоретические расстояния между аппаратами для теплоотвода.
Селективность и её подводные камни
Сравнивал каскадное подключение Legrand и Hager — у первых время отключения при КЗ на 20% стабильнее. Но это только при температуре щита до +40°C. В котельной под Волгоградом, где было +55°, селективность 'поплыла'.
Запомнился случай с аптечным складом: проектировщик заложил времятоковые характеристики типа B, но не учёл пусковые токи холодильных установок. В итоге каждый запуск компрессора выбивало вводной автомат. Пришлось пересчитывать всю защиту.
Компания из Юэцина в своих каталогах честно указывает графики селективности для разных температур — редкость для азиатских производителей. Хотя для ответственных объектов я всё равно рекомендую двойную защиту.
Полевые наблюдения за долговечностью
После 7 лет эксплуатации в цехе с металлообработкой: у автоматов с никелированными контактами износ на 30% меньше. Но биметаллическая пластина теряет чувствительность — особенно в помещениях с перепадами влажности.
В портовых терминалах Находки вообще отдельная история: солёный воздух 'съедает' пружины электромагнитного расцепителя за 3-4 года. Приходится ставить дополнительную антикоррозийную обработку — в новых моделях Sutong появилось такое покрытие.
Интересно, что в жилых домах Москвы чаще выходят из строя не механизмы, а клеммы — видимо, сказывается качество монтажа типовыми подрядчиками. Заметил: где используют кабельные наконечники, там проблемы на 70% реже.
Что в сухом остатке
Современный автоматический выключатель с термомагнитным расцепителем — это не просто 'коробка с кнопкой'. От выбора производителя до монтажа — каждый этап влияет на работу. Особенно важно учитывать реальные, а не паспортные условия эксплуатации.
Кстати, недавно тестировали новую серию с цифровой индикацией перегрузки — пока дорого, но для промобъектов уже выгоднее, чем постоянный контроль тепловых реле. Думаю, через пару лет это станет стандартом.
Если брать китайские аналоги — обращайте внимание на заводы в Юэцине с полным циклом производства. Как у ООО Юэцин Сутун Электрооборудование, где делают и штамповку, и литьё корпусов. Это даёт стабильность параметров от партии к партии.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
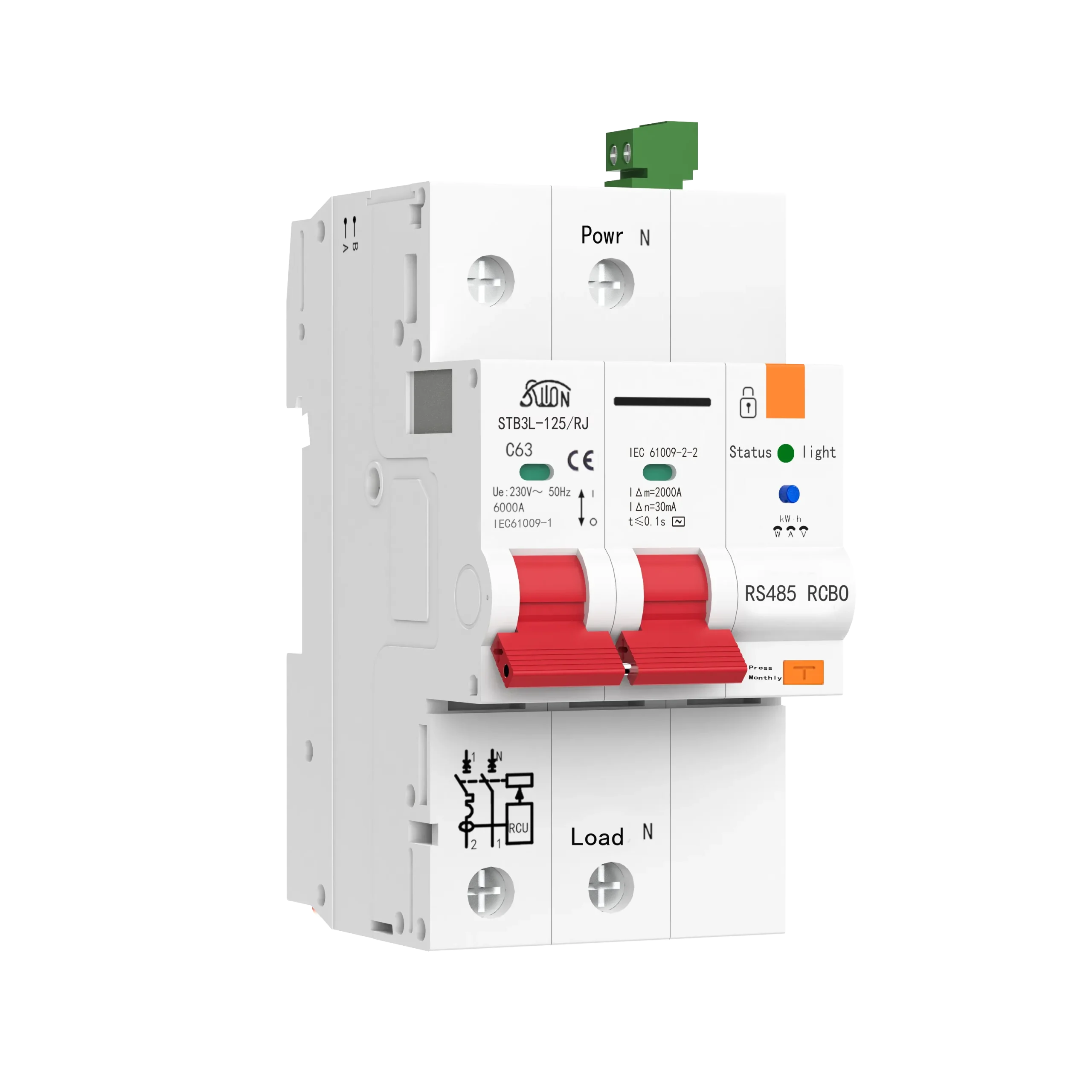 STB3L-125-RJ с функцией учета и защитой от утечки тока
STB3L-125-RJ с функцией учета и защитой от утечки тока -
 STB4Z-WiFi автоматический выключатель постоянного тока
STB4Z-WiFi автоматический выключатель постоянного тока -
 STB3L-125-WJ Tuya с функцией учета и УЗО
STB3L-125-WJ Tuya с функцией учета и УЗО -
 Умный автоматический переключатель источников питания (ATS) серии LGX3-163A
Умный автоматический переключатель источников питания (ATS) серии LGX3-163A -
 STC2-63-ZG Tuya
STC2-63-ZG Tuya -
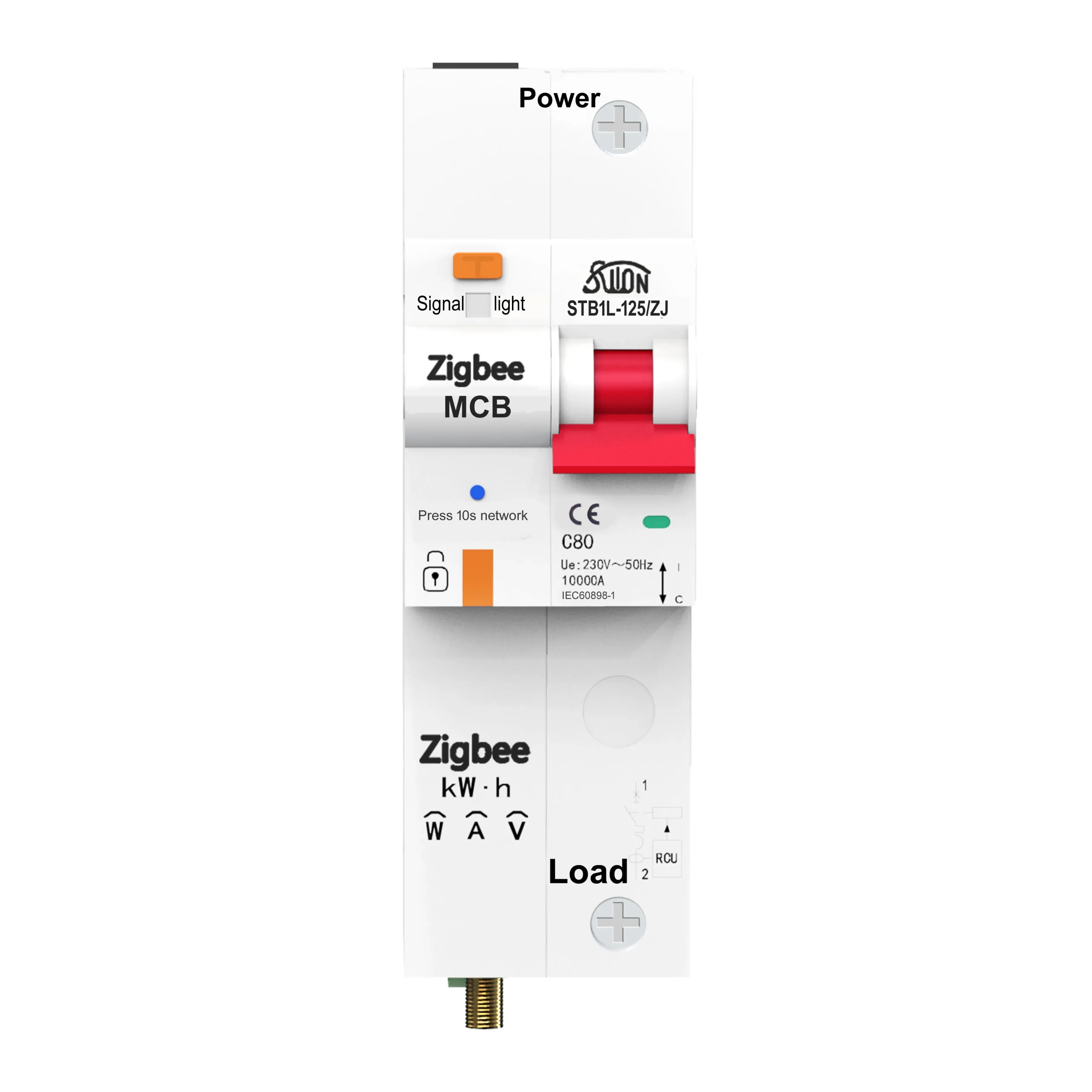 STB1L-125-ZG удлиненная версия с функцией учета и УЗО
STB1L-125-ZG удлиненная версия с функцией учета и УЗО -
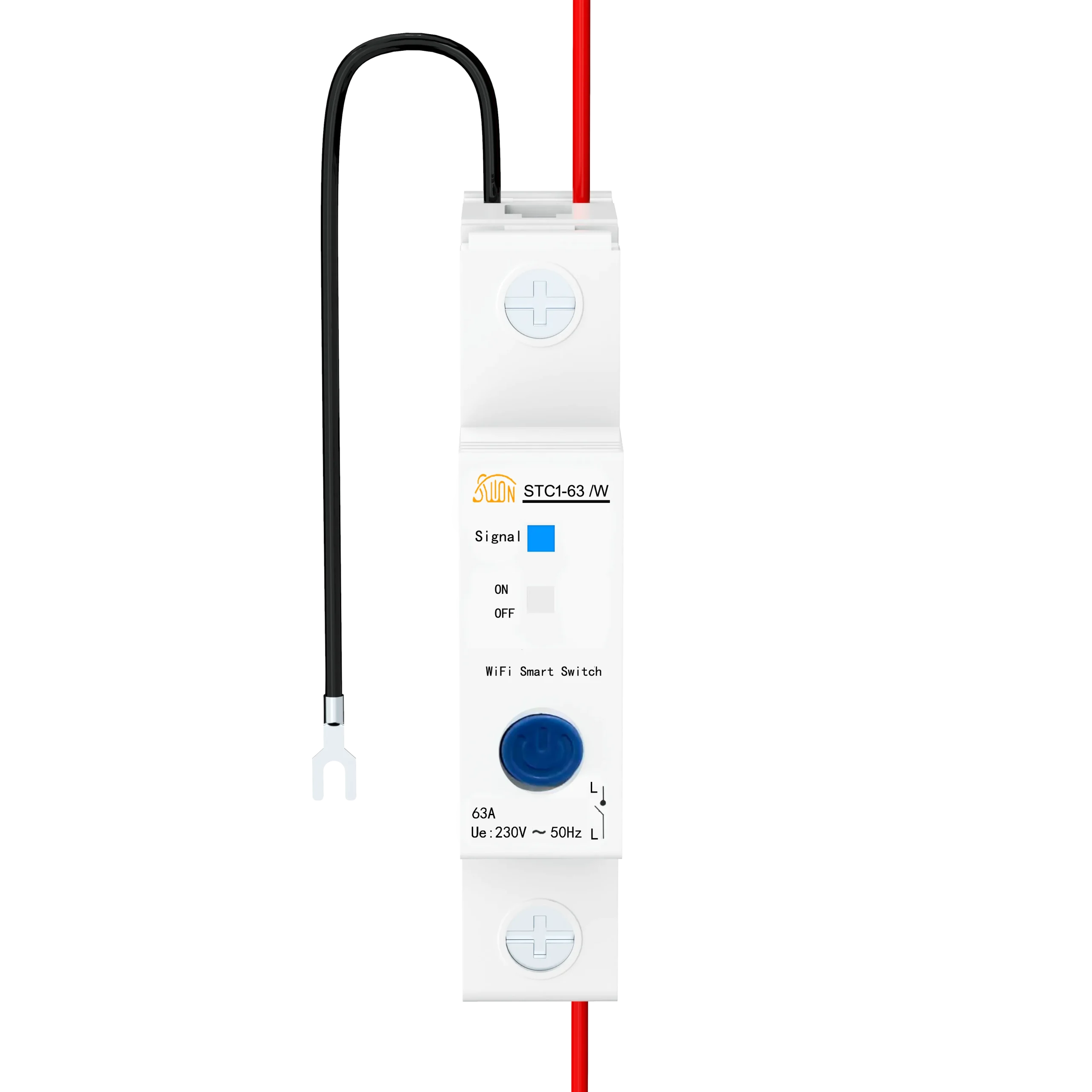 STC1-63-W eWeLink WiFi с УЗО
STC1-63-W eWeLink WiFi с УЗО -
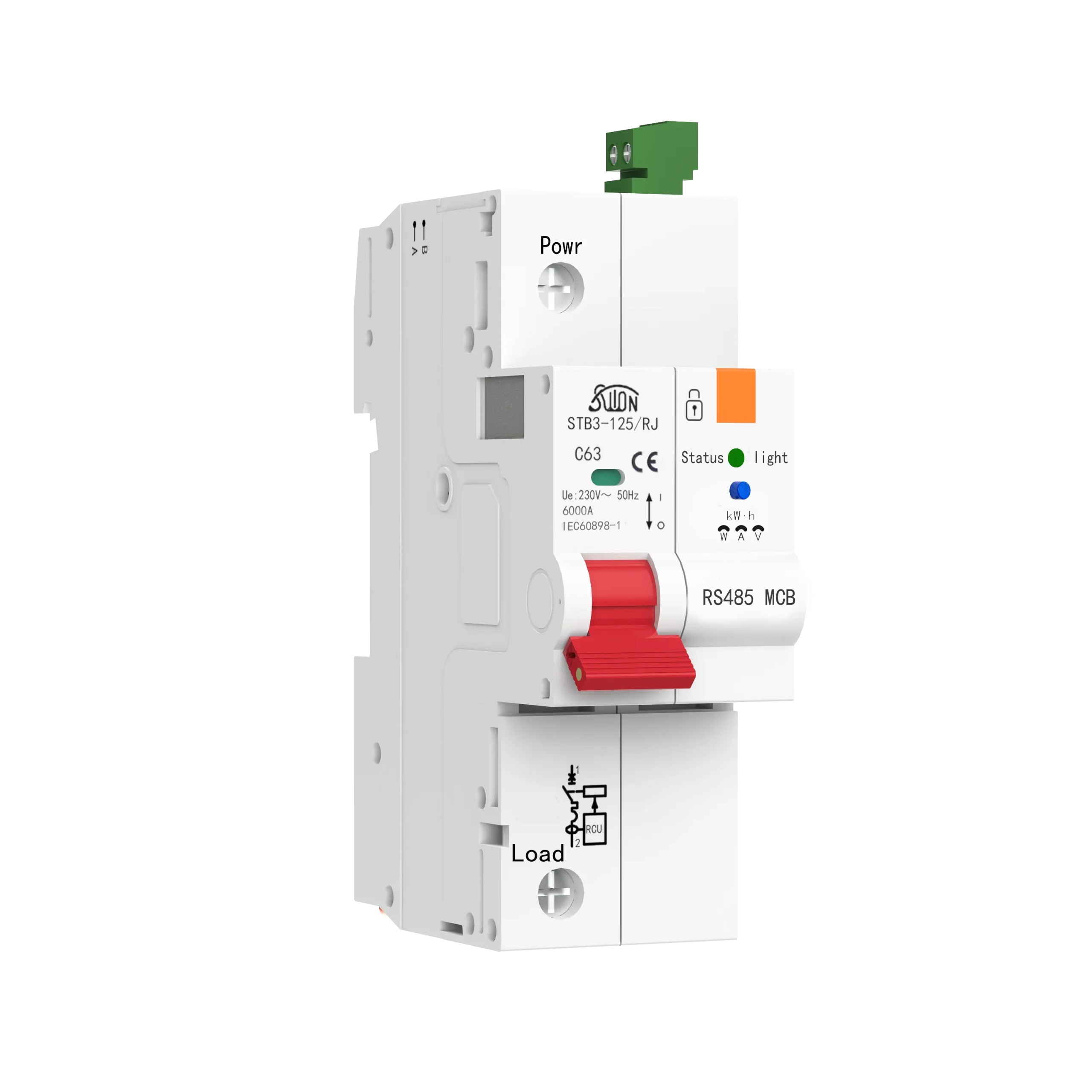 STB3-125-RJ с функцией учета электроэнергии
STB3-125-RJ с функцией учета электроэнергии -
 STB3L-125-K средняя версия с проводным управлением и УЗО
STB3L-125-K средняя версия с проводным управлением и УЗО -
 Интеллектуальный выключатель STC2L-63/WJ TY
Интеллектуальный выключатель STC2L-63/WJ TY -
 Автоматический выключатель STB3L-125GZD с защитой от дугового пробоя и утечки тока
Автоматический выключатель STB3L-125GZD с защитой от дугового пробоя и утечки тока -
 STB1-125/WJ eWeLink
STB1-125/WJ eWeLink
Связанный поиск
Связанный поиск- Электромагнитное реле din
- Автоматический выключатель 3р 160а 35ка
- Реле электромагнитное 24в dc
- Реле электромагнитное 98.3747
- Защита кабельных каналов от импульсных перенапряжений
- Реле электромагнитное сигнальное
- Автоматический выключатель ва88 32 100а
- Автоматический выключатель optimat d100n
- Китай автоматический выключатель 24в
- Автоматический выключатель 23










